Lyophilisation, commonly referred to as freeze-drying, is a critical technique in pharmaceutical manufacturing that enables the long-term stabilisation of sensitive drug products.
As the pharmaceutical and biotech industries continue to develop increasingly complex biologics, the demand for robust preservation techniques like lyophilisation is growing rapidly.
The global market for lyophilisation services is projected to expand from USD 2.6 billion in 2025 to USD 4.9 billion by 2035, with a CAGR of 6.3%.

Source- Roots Analysis
In this article, we delve into the lyophilisation process, its applications, challenges, and the future role it plays in advancing drug development and delivery.
What Is Lyophilisation?
Lyophilisation is a process by which a substance is frozen and then dehydrated under vacuum conditions, allowing ice or solvents to sublimate directly from solid to gas without passing through the liquid phase. This technique is particularly suitable for preserving temperature- and moisture-sensitive substances such as biologics, enzymes, and complex small molecules.
Source- Agno Pharma
The Three Stages of Lyophilisation:
1. Freezing Phase
The product is cooled to approximately –40°C to –50°C, often using liquid nitrogen as a refrigerant due to its rapid cooling capabilities and environmental benefits. Rapid freezing minimises the formation of large ice crystals that can damage sensitive molecules.
- The product is frozen below its eutectic or glass transition temperature
- Ice crystals are formed, setting the stage for sublimation
- A uniform, well-controlled freezing step is essential for downstream success
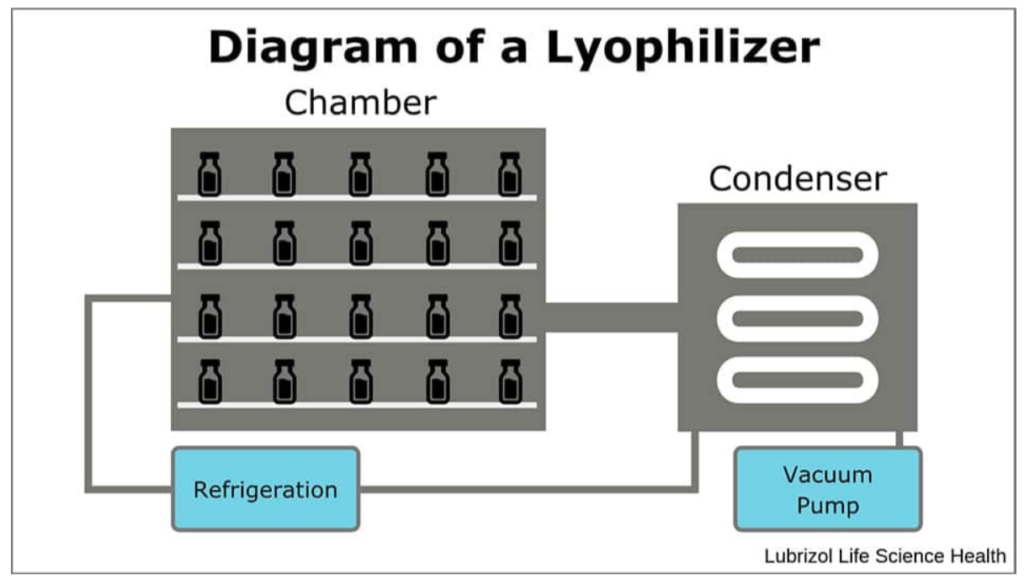
2. Primary Drying (Sublimation)
Under low pressure (vacuum) and slight heat, ice is converted directly into vapour in a process known as sublimation. A condenser traps the vapour, turning it back into solid form.
- Removes 90–95% of water
- Maintains product structure due to low-temperature operation
- Requires precise control of heat and vacuum
3. Secondary Drying (Desorption)
This stage removes bound water molecules (not free water) by gradually increasing the temperature, sometimes above 0°C. This leaves a product with 1–4% residual moisture, ideal for stability.
- Process ends with backfilling with inert gas (e.g., nitrogen) and sealing
- Focuses on ionic or physically adsorbed water
- Final product is porous and highly stable
Why Is Lyophilisation Used in Pharma and Biotech?
Lyophilisation is indispensable for stabilising thermally or hydrolytically sensitive active pharmaceutical ingredients (APIs), especially in injectable, biologic, and diagnostic products. By removing moisture, it extends shelf life and allows reconstitution just prior to use without significant loss of efficacy.
Common Applications Include:
- Vaccines – e.g., MMR vaccines
- Biologics – including monoclonal antibodies and cell therapies
- Antibiotics – like penicillin and cephalosporins
- Enzymes and Hormones – used in replacement therapies and metabolic disorders
- Diagnostic Reagents – especially for field-deployable assays
Advantages of Lyophilisation in Drug Manufacturing
- Enhanced Shelf Life: Extends product stability without refrigeration
- Improved Transportability: Dry forms are lighter and less temperature-sensitive
- Maintains Potency: Minimises degradation of biologically active compounds
- Rapid Reconstitution: Freeze-dried powders are easy to rehydrate for administration
- Reduced Contamination Risk: Sealed vials offer sterility and tamper resistance
Role of Cryogenics in Lyophilisation
Cryogenic systems, often utilising liquid nitrogen (-196°C), are preferred for their rapid cooling capability and energy efficiency. They enable faster freezing, crucial for preserving fragile biological structures. Additionally, cryogenic systems avoid environmentally harmful refrigerants and often incur lower maintenance costs.
Critical Role of Cryoprotectants
Cryoprotectants are key excipients used to protect sensitive molecules during the freezing and drying process.
Functions of Cryoprotectants:
- Reduce ice crystal formation, preventing mechanical stress
- Stabilise proteins and cells, preserving bioactivity
- Preserve the amorphous state to maintain long-term stability
Common Cryoprotectants:
- Sugars: Sucrose, trehalose – maintain protein structure
- Polyols: Glycerol – stabilise enzymes and peptides
- Amino Acids: Glycine – protect proteins from aggregation
Cryoprotectant selection must be carefully optimised for each formulation. Too little may fail to protect the drug; too much may interfere with efficacy or increase viscosity. A cryoprotectant, at an appropriate concentration, is vital for product integrity and reconstitution performance.
Process Optimisation and Development Challenges
Lyophilisation is not a one-size-fits-all process. Each product demands a customised lyophilisation “recipe”, which outlines precise temperatures, vacuum levels, and duration for each stage.
Key Challenges:
- Complex cycle development: Requires thermal and physical characterisation of each drug
- Formulation variability: Products containing nanoparticles, liposomes, or microparticles add complexity
- Container-closure compatibility: Vials, stoppers, and seals must withstand the process without compromising sterility
- Equipment validation: All systems must meet regulatory expectations for aseptic processing
Contamination and Sterility Risks
Lyophilisation leaves products exposed to their environment for extended periods, increasing the risk of contamination. To counteract this, pharmaceutical lyophilisation is performed in ISO 5 (Class 100) cleanrooms, and often includes:
- Steam-In-Place (SIP) and Clean-In-Place (CIP) systems
- HEPA filtration and pressure differentials
- Sterile nitrogen purging and aseptic sealing
Economic and Operational Considerations
While essential, lyophilisation is capital-intensive:
- Equipment costs can reach millions
- Requires skilled personnel and long process times
- Energy usage, especially for cryogenics, must be managed
- Many companies outsource to CDMOs for scale-up and commercial manufacturing
Future Outlook for Lyophilisation
As pharmaceutical innovation moves towards complex biologics, personalised medicines, and advanced drug delivery systems, lyophilisation will continue to be a cornerstone in formulation development. Efforts are underway to enhance process efficiency through automation, PAT (process analytical technology), and continuous freeze-drying systems.
Emerging trends also include:
- Miniaturised lyophilisation systems for rapid development
- Smart lyophilisation control using AI-based cycle optimisation
- Sustainable practices reducing energy use and solvent emissions
Key Takeaways
- Lyophilisation enhances drug stability, particularly for thermally or hydrolytically unstable products
- It is a three-step process: freezing, primary drying (sublimation), and secondary drying (desorption)
- Applications span vaccines, biologics, antibiotics, hormones, and diagnostics
- Challenges include high capital cost, contamination risks, and complex cycle development
- Cryogenics and cryoprotectants are vital to successful lyophilisation outcomes
- Future advancements will improve scalability, sustainability, and product quality
Frequently Asked Questions
What is lyophilisation used for in pharmaceuticals?
To stabilise sensitive drugs like biologics, vaccines, and antibiotics by removing water and enabling long-term storage.
How does lyophilisation differ from conventional drying?
It removes moisture through sublimation at low temperatures, preserving molecular integrity.
Why is cryogenic freezing important?
It achieves faster, uniform freezing, which is critical for sensitive molecules and industrial-scale consistency.
What are the risks in lyophilisation?
Contamination, incomplete drying, and high costs are primary concerns. Proper validation and sterile protocols mitigate these.
Can all drugs be lyophilised?
No. Some compounds are incompatible due to formulation complexity or instability during freeze-drying. Pre-formulation studies determine feasibility.
How do cryoprotectants help?
They prevent ice damage and protein denaturation, maintaining structural and functional integrity throughout the process.
Recent Lyophilisation CDMO News-
SHL Medical Partners with LTI to Advance Lyophilized Drug Delivery Solutions (Sept 2025)
Catachem Inc. Doubles Lyophilization Output with Strategic Equipment Upgrade (Jan 2025)